The next revolution in lens manufacturing
For the first time, a system sees what only experts see: CSI Modulo ONE reliably detects cosmetic defects fully automatically and absolutely dependably, at the
highest level. The optical system screens the surface for irregularities, and characterizes and evaluates them with the help of artificial intelligence (AI).
It detects any common defects such as scratches, pits, center dots, haze, chatter, cutting marks, spiral and fringes. Automated cosmetic surface inspection guarantees consistent, objective evaluation. Unbiased. 24/7.
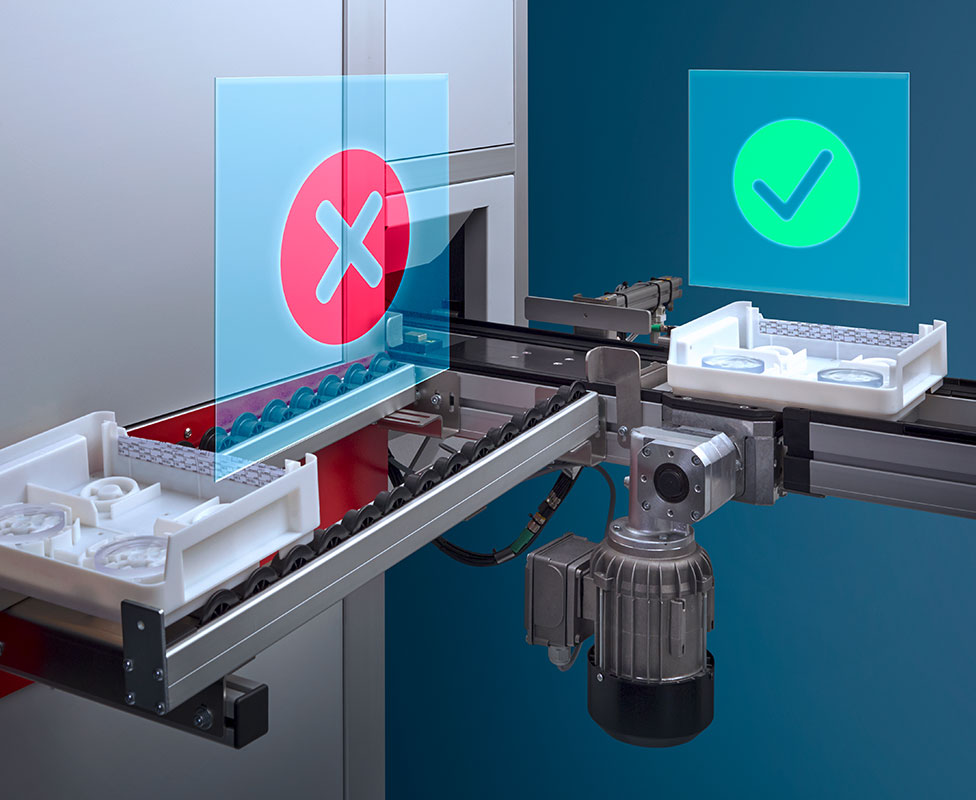
And the best part: the smart system mimics individual decision making patterns to reflect the labs’ unique quality standard. All labs have to do is
teach the system by feeding it decisions. This way, CSI Modulo ONE knows what constitutes a go or no-go. It understands what kind of defect(s), in which combination, in what intensity and in which zones, is deemed acceptable.
Labs can implement the same quality routines across locations to guarantee the same standards everywhere. Apart from this, labs can also opt to apply differing
standards depending on the demands of the product or brand produced.
The result: A system that makes decisions just like you would make them – because you taught it.
Automating the impossible
To date, cosmetic surface inspection has been a strictly manual process. Only skilled human eyes have been capable of picking up defects to ultimately assess if the quality is in line with a labs’ standards.
The downside: This eye tiring work has been inherently difficult to standardize. Individual assessments vary greatly depending on factors like varying skill levels, differing subjective perceptions and their performance level on a given day. Whatever general guidelines have been defined, different persons assess differently.
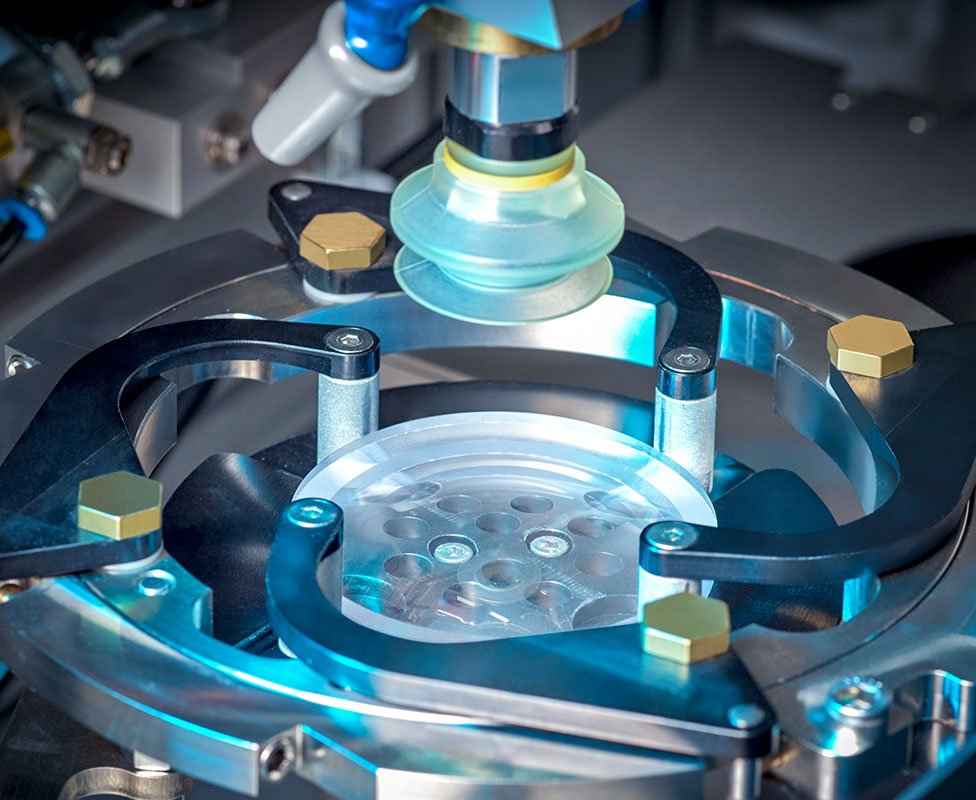
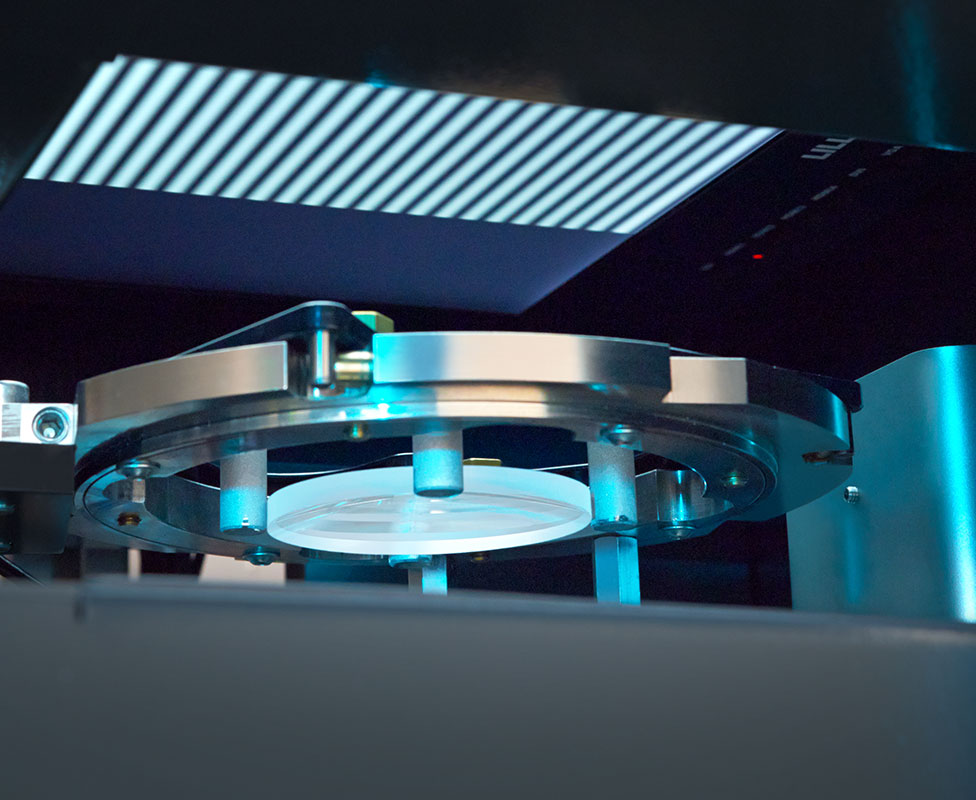
Pattern recognition powered by AI
The camera-based imaging system captures various configurations to analyse the lens surface. Next, artificial neural networks sift through the
data applying myriad algorithms and mathematical routines with hundreds of parameters to detect irregularities.
If divergent regions are identified, pixels are combined and features are extracted. Finally, classifiers rate the intensity of defects for go/no-go decisions.
Setting up the system in 1-2-3
Setting up the system to mimic a labs’ individual decisions and quality standards is an easy three step process.
1. At the beginning, labs individually define more or less critical quality zones on the lens e.g. the finished lens shape or standard zones.
2. Afterwards, labs define individual intensity thresholds for a number of defects on scales in line with what they consider irrelevant, weak, medium or strong defects.
3. Ultimately, labs feed the system go, no-go or rework decisions. Based on this, the AI knows what kind of defect(s), in which combination, in what intensity and in which zones, is ultimately deemed acceptable or not.
Apply the same or varying standards
Labs can easily apply the same quality standards even across locations to guarantee consistent decision making everywhere. At the same time, labs may opt to apply different logics for different products and brands in accordance with their diverse quality demands.
For fast setup, labs can start off with a precon-figured system featuring ready-made logic that is based off a set of global parameters. To reflect changing standards, the settings can always be tweaked or adapted.
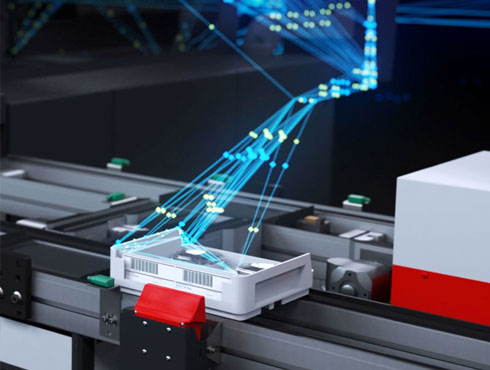
The Modulo advantage
CSI Modulo ONE comes with an on-board global interface philosophy that allows connection to the Modulo system. Once connected to the Modulo system, the machine works as an integral part of this one-of-a-kind solution and is subject to the centralized monitoring Control Center. The lab manager is fully informed about the current status of the machine. Therefore, critical situations and downtime can be avoided before they arise. Higher uptimes and increased yields are assured.
By loading the video, you agree to YouTube's privacy policy.
Learn more
Watch CSI modulo ONE in action!
Benefits
Individual quality standards
Highly reliable, objective decisions
Consistent evaluation
Options for differentiation
Validation of engravings and mold markings
Adaptable and scalable
Available 24/7
Download
CSI modulo ONE brochure
Technical Data
lens diameter
up to ø 85 mm
lens thickness
up to 45 mm
material
CR39, Hi-index, Polycarbonate, Trivex®, Tribrid™
measurement range
+/- 18 diopters
power consumption
0,4 kVA avg.
air requirement
6 bar (87 psi)
weight machine
approx. 420 kg (926 lb.)
dimensions (width x depth x height) without control panel
approx. 1698 x 1228 x 1794 mm (67 x 49 x 71 inches)
All data subject to change without notice. Please verify details with SCHNEIDER.